

SAYKON İndüksiyon Uç Isıtma Makinesi – Kesintisiz, verimli, Hızlı Isıtma
İndüksiyon Uç Isıtma parçanın yalnızca uç kısmını bir bobin içinde elektromanyetik indüksiyonla ısıtarak hedef sıcaklığa getiren yöntemdir.
Uç ısıtma; Tüm parçayı ısıtmadan hızlı çevrim, düşük enerji tüketimi ve tekrarlanabilir sıcaklık profili sağlar. Kafa dövme, diş açma ve Cıvata ucu şekillendirme gibi endüstriyel işlemler için idealdir.
Neden Uç Isıtma?
Daha az enerji: Sadece uç bölge ısıtılır.
Hızlı çevrim: Hedef sıcaklığa çabuk ulaşılır.
Düşük oksidasyon / deformasyon: Sıcak bölge kısadır, gövde korunur.
Tekrarlanabilir kalite: Bobin-frekans-süre ayarıyla net sıcaklık profili.
İndüksiyon Uç Isıtma Nasıl Çalışır?
- Parçanın ucu bobin içine konumlandırılır.
- Uygun frekans ve güç uygulanır; girdap akımları ucu ısıtır.
- Hedef sıcaklık/süre izlenir ve parça çıkarılır.
Proses Modları
Tek Atım (Single-Shot) – Manuel veya yarı otomatik yükleme; düşük/orta adetler.
Sürekli/Progresif – Hat üzerinde ilerleyen parçalar; yüksek adet, sabit profil, düşük varyans.
Bobin Seçenekleri
Solenoid (tek/çok turlu) – En yaygın çözüm, geniş çap aralığı.
Oval / Kanal (slot-kanal/skid) – Magazin/konveyör beslemeli hızlı çoklu uç ısıtma.
Çoklu Bobin Dizisi (2–4+) – Kapasite artışı, geçiş bölgesini kontrol.
Tasarımda Dikkat Edilecekler
Çap–Frekans İlişkisi:
Büyük çap → daha düşük frekans (derine nüfuz)
Küçük çap → daha yüksek frekans (sığ ısıtma)Geçiş Uzunluğu: Uçtan gövdeye sıcaklık eğimi; proses gereğine göre keskin veya yumuşak ayarlanır.
Süre & Güç: Hedef sıcaklık, üretim hızı ve parça kütlesine göre hesaplanır (ısı içeriği / sayısal model).
Hızlı Kılavuz (yaklaşık)
| Parça Çapı | Tipik Frekans | Not |
|---|---|---|
| ≤ 12 mm | 100–300 kHz | Yüzey ağırlıklı, ince geçiş |
| 12–30 mm | 30–100 kHz | Genel amaç |
| 30–60 mm | 10–30 kHz | Daha derin nüfuz |
| ≥ 60 mm | 1–10 kHz | Derin ısıtma / uzun geçiş |
Not: Değerler malzeme, hedef sıcaklık ve çevrim süresine göre optimize edilir.
Uygulamalar
Baş dövme öncesi uç ısıtma
Göz/mafsal oluşturma, diş açma ön ısıtması
Rod/billet uç genişletme, delik kenarı ısıtma
Otomotiv, bağlantı elemanları, petrol sahası ekipmanları
Sık Sorulan Sorular
Uç ısıtma neden tercih edilir?
Enerji verimliliği, kısa çevrim ve kontrollü sıcaklık geçişi sağlar.
Sıcak- Soğuk Geçiş keskinliği nasıl ayarlanır?
Bobin uzunluğu/geometrisi ve frekans seçimiyle; kısa geçiş için yüksek kHz, uzun geçiş için daha düşük kHz.
Enerji tüketimi nedir?
Uygulamaya göre değişir; tipik olarak 1 kWh ile ~2,7 kg çelik ısıtılır. Rakiplerine göre düşük enerji tüketimi.
Kompanzasyon gerekiyor mu?
Dahili kompanzasyon mevcuttur; ek pano gerekmez.
İzolasyon trafosu neden önemli?
Güvenlik ve şebeke uyumu sağlar, EMC’yi iyileştirir.
Cıvata Uç Isıtma Otomatik | 1200°C | 4 Saniye | Çift İstasyon
12–40 mm çap aralığındaki cıvata ve somun parçalarının uç dövme öncesi otomatik ısıtma uygulamasıdır. Çift istasyonlu yapı sayesinde hızlı çevrim, kontrollü ısıtma ve tekrarlanabilir üretim sağlar.
30 kVA Boru Uç Kapama İçin İndüksiyon Isıtma
Boru uç kapama uygulamalarında parçanın yalnızca gerekli bölgesini hızlı ve kontrollü şekilde ısıtır. Lokal ısıtma sayesinde çevrim süresi kısalır, enerji daha verimli kullanılır ve proses kararlılığı artar.
Ferforje Mızrak Ucu Isıtma | 3 Saniyede 1100°C | 12x12x80 mm
12×12 mm kare ferforje mızrak uçlarının kısa sürede hedef sıcaklığa ulaştırıldığı yüksek frekanslı uç ısıtma uygulamasıdır. Düşük enerji tüketimi, hassas sıcaklık kontrolü ve hızlı üretim için uygundur.
160 kW İndüksiyon Uç Isıtma Testi | 2×40×140 mm Çelik Parça 18 sn’de ≈1200°C
160 kW SAYKON indüksiyon sistemi ile iki adet 40×140 mm çelik parçanın uç ısıtma performansı gösterilmektedir. Büyük kesitli parçalarda kontrollü, tekrarlanabilir ve güvenilir ısıtma için güçlü bir uygulama örneğidir
75 kVA Yüksek Frekanslı İndüksiyon Uç Isıtma Sistemi
75 kVA gücündeki yüksek frekanslı SAYKON sistemi, özellikle küçük ve orta çaplı parçalarda hızlı ve kontrollü uç ısıtma sağlar. Isının yalnızca gerekli bölgede yoğunlaştırılması sayesinde verimli ve tekrarlanabilir proses elde edilir.
30 kW Ultra Yüksek Frekans İndüksiyon Isıtma | Paslanmaz Tencere Sapı Uç Tavlama
Ultra yüksek frekanslı indüksiyon makinesiyle paslanmaz çelik tencere sapı uçlarının tavlanması. Çift bobin düzeniyle eş zamanlı ısıtma, hızlı çevrim süresi ve tekrarlanabilir kalite, mutfak ekipmanı üreticileri için optimize edilmiş çözüm.
SAYKON İndüksiyon Uç Isıtma Makinelerinin Avantajları
İndüksiyon Uç Isıtma Makinesi: Kesintisiz, Verimli, Modüler.

Dayanıklı Yapı
SAYKON indüksiyon makineleri, uzun yılların tecrübesi ile geliştirilmiş dayanıklı ve modüler yapıdadır.
- Yüksek güçlü uç ısıtma makinelerimiz akıllı güç modülleri içerir. Her modül bağımsız çalışır; arıza halinde sistemin tamamı değil, sadece arızalı modül devre dışı kalır.
- IGBT modüller %40-60 yükle çalışır. Bu sayede daha uzun ömür sağlar. Kapalı endüstriyel yapı dış etkilere karşı korur.
- Akıllı modüller tak ve kullan şeklindedir. Hangi makineye takılırsa, otomatik olarak ayarlarını yapar.
- 80-600 kW indüksiyon uç ısıtmalarımızda kullanılan ortak akıllı modüller kolayca yedeklenebilir ve değiştirilebilir. .
Dahili kompanzasyon Düşük Elektrik tüketimi
SAYKON indüksiyon tünel ısıtma makineleri, dahili kompanzasyonla reaktif enerji kullanmaz. Dijital kontrol sistemi ve üst düzey mühendislik tasarımı ile düşük enerji tüketir.
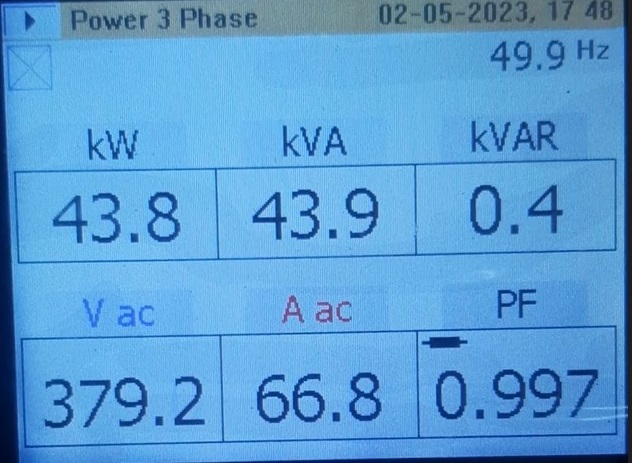
- Dahili kompanzasyon. Resimde de görüldüğü gibi çok düşük reaktif tüketim. PF yaklaşık 0,99. Harici kompanzasyon panosu gerekmez.
- 1 kWh ile 2.7 kg ısıtma. Hız ve maliyet avantajları. 1 Yıla kadar kısa sürelerde yatırımınızı geri kazanabilme imkanı.
- Deneyim ve tecrübemiz sayesinde hızlı ve doğru indüktör tasarımı.
- Yüksek verim. Düşük soğutma ihtiyacı. Daha az soğutma sistemi maliyeti.

Dijital DSP Kontrol
Tam dijital DSP kontrol sayesinde uzun süreli kararlı çalışma, hızlı ve homojen ısıtma.
- Tam dijital DSP kontrol
- Tam dijital kontrol ile sabit güç/sabit sıcaklık modları, otomatik rezonans takibi ve tekrarlanabilir kalite.
- Otomasyon sistemlarine kolay uyum
- Gelişmiş bilgilendirme ve koruma özellikleri
- Birçok özellik tek bir cihazda buluşuyor.



