
Tel Tavlama İndüksiyon Makineleri
İndüksiyon Tel Tavlama Nedir?
Tel tavlama indüksiyonda nasıl yapılır? İndüksiyon tavlama, telin etrafına yerleştirilen bobin aracılığıyla elektromanyetik alan oluşturur. Bu alan telin içinde eddy akımları yaratarak teli saniyeler içinde hedef sıcaklığa ulaştırır, sertliği düşürür ve esnekliği geri kazandırır.
İndüksiyon tavlama, metallerin (veya diğer iletken malzemelerin) sertliğini düşürmek ve onları daha esnek, kolay işlenebilir hale getirmek için kullanılan modern ve hassas bir ısıl işlemdir. Temel amacı, malzemenin iç gerilimlerini gidermek, esnekliğini artırmak ve işleme (bükme, çekme, dövme vb.) sırasındaki kırılganlığını azaltmaktır.
Nasıl Çalışır?
Bu işlem, geleneksel fırınların aksine, temassız bir yöntem kullanır:
- Isıtma: Malzeme, hassas bir elektromanyetik alan içine yerleştirilir. Bu alan, malzemenin içinde bir elektrik akımı (eddy akımları) oluşturur ve onu çok hızlı bir şekilde "yeniden kristalleşme" sıcaklığının üzerine çıkarır.
- Tutma: Malzemenin iç yapısının tamamen değişmesi ve yumuşaması için belirli bir süre bu yüksek sıcaklıkta tutulur.
- Soğutma: İstenen esnekliğe ve yapıya ulaşması için kontrollü bir hızda (genellikle havada veya özel bir ortamda) soğumaya bırakılır.
Avantajları Nelerdir?
- Hız: Sadece saniyeler içinde hedeflenen sıcaklığa ulaşır.
- Hassasiyet: Isı, sadece istenen bölgeye uygulanabilir.
- Verimlilik: Enerjiyi doğrudan malzemenin içinde ürettiği için çok verimlidir.
- Kalite: Temiz, hızlı ve tekrarlanabilir bir işlem olduğu için ürün kalitesi artar.
Türkiye’de tel ve kablo tavlamada güvenilir ve verimli indüksiyon sistemleri sunan yerli tek uzman ekip
Üretim hatlarında hız, tutarlılık ve enerji verimi kritik. SAYKON, tel ve kablo ısıtmaya özel indüksiyon çözümlerini; yüksek güvenilirlik, PF ≈ 0,99’luk şebeke dostu çalışma ve tekrarlanabilir kalite ile sektörün önde gelen firmalarında işletiyor. Türkiye’de bu uzmanlıkta yerli tek ekip olarak, sahada gerçek hat performansıyla fark yaratıyoruz.
Neden SAYKON?
- Sahada kanıtlı verim: Hızlı ısıtma, kısa çevrim süreleri, daha yüksek hat hızı.
- Tekrarlanabilir kalite: Dijital DSP kontrol, sabit güç/sıcaklık modları, stabil proses.
- PF ≈ 0,99: Düşük reaktif güç; çoğu senaryoda ekstra kompanzasyon gerektirmez.
- Uptime odaklı modüler yapı: Servis hızı ve süreklilik için modüler yerleşim.
- Yerli mühendislik, hızlı destek: Tasarım, kurulum, servis ve eğitim tek elden.
Pazar tecrübesi
Sektörün önde gelen üreticilerinde çalışan sistemlerimiz; tel tavlama, galvaniz hatlarında ısıl işlem, kablo zırh tellerinde mukavemet–uzama optimizasyonu, koaksiyel ve braided hatlarda lehim/sert lehim gibi kritik proseslerde üretime güç veriyor.
Neden Diğerlerinden öndeyiz?
İndüksiyon ısıtma, güç kaynağından ibaret değildir: bobin tasarımı, frekans seçimi, saha tecrübesi, su soğutma ve proses kontrolü uç uca mükemmel çalıştığında sonuç verir. SAYKON’un farkı, bu bileşenleri saha verisiyle birlikte optimize etmesidir.
Hangi işlemler için?
- Bakır, Alüminyum ve paslanmaz telde tavlama (annealing)
- Galvaniz hatlarında çelik tel ısıl işlemi: hedef uzama ve çekme mukavemeti
- Kablo zırh çelik telleri: mukavemet–uzama değerlerinin iyileştirilmesi
- Lehim/sert lehim: koaksiyel konnektör, örgü (braid) ve bağlantılar
- Kaplama/kürleme ve tel çekme ön ısıtması

İndüksiyon Tel Tavlama Sistemi | Sürekli Hat Isıtma ve Yumuşatma - SAYKON
2mm Çift Tel Isıtma 2 X 200 m/dk Hız | 760 Derece İndüksiyon Tavlama - SAYKON
Tel ve Kablo Sektörüne Özel İndüksiyon Çözümleri
Makinelerimiz, tel ve kablo üretim hattınızdaki spesifik ihtiyaçları karşılamak için tasarlanmıştır. Sadece ısıtmakla kalmıyor, prosesinize hız, kalite ve verimlilik katıyoruz:
1. İletken Tel Tavlama (Annealing)
Tel çekme (haddeleme) işlemi sonrası sertleşen bakır, alüminyum veya paslanmaz çelik tellerin iç gerilimini alıyoruz. Malzemeye yeniden mükemmel esneklik (süneklik) kazandırarak, bükme, form verme veya bir sonraki üretim adımı için malzemenin kırılganlığını tamamen ortadan kaldırıyoruz.
2. Galvaniz Hattı Isıl İşlemleri
Çelik telin galvaniz kaplanması sürecinde, hattınızın hızına tam uyum sağlayarak telin mekanik özelliklerini optimize ediyoruz. İstenen çekme mukavemeti ve hedef uzama değerlerine (örn: %20 uzama) ulaşmak için hassas, tekrarlanabilir ısıl işlem uygulayarak nihai ürün kalitesini garanti altına alıyoruz.
3. Kablo Zırh Teli Optimizasyonu
Enerji ve haberleşme kablolarını koruyan çelik zırh tellerinin mukavemet-uzama dengesini hassas bir şekilde iyileştiriyoruz. Bu sayede hem kablonun genel dayanıklılığını artırıyor hem de esnekliğini koruyarak montaj kolaylığı sağlıyoruz.
4. İzolasyon Kürleme ve Kaplama Ön Isıtma
Telin üzerine uygulanan polimer, emaye, teflon veya diğer izolasyon malzemelerinin kürlenmesi (curing) ve yapışması için hızlı, temassız ısıtma sağlıyoruz. Ayrıca, tel çekme işlemi öncesi teli ön ısıtarak işlemi kolaylaştırıyor ve pahalı olan kalıp (mühre) ömrünü uzatıyoruz.
5. Yüksek Frekanslı Lehimleme (Brazing)
Özellikle koaksiyel (coaxial) kablo konnektörleri, topraklama örgüleri (braid) ve terminal bağlantıları gibi hassas noktalarda kullanılır. Isıyı sadece lehimlenecek noktaya odaklayarak, kablonun içindeki hassas dielektrik izolasyon yapısına zarar vermeden saniyeler içinde mükemmel ve güvenilir bağlantılar oluşturuyoruz.
Sık Sorulan Sorular
SAYKON’u benzerlerinden ayıran nedir?
Saha verisine dayalı tasarım, PF ≈ 0,99 ile şebeke dostu çalışma, DSP tabanlı kontrol ve uptime odaklı modüler mimari.
“Tek yerli” iddianızı nasıl anlamalıyım?
Tel–kablo ısıtmaya odaklı, tasarım-kurulum-servis döngüsünü uçtan uca yürüten yerli ekipten söz ediyoruz. Dilerseniz referans projeleri paylaşırız.
Enerji tüketimi nedir?
Uygulamaya göre değişir; Rakiplerine göre düşük enerji tüketimi.
Kompanzasyon gerekiyor mu?
Dahili kompanzasyon mevcuttur; ek pano gerekmez.
İzolasyon trafosu neden önemli?
Güvenlik ve şebeke uyumu sağlar, EMC’yi iyileştirir.
Tel tavlama işlemi oksidasyona neden olur mu? Atmosfer gerekir mi
İndüksiyonla tavlama, ısıtmayı saniyeler içinde tamamlayan çok hızlı bir prosestir. Geleneksel fırın yöntemlerine göre işlem süresi çok kısa olduğu için oksidasyon (yüzeyde renk değişimi veya kabuklanma) minimum düzeydedir.
Ancak, “parlak tavlama” (bright annealing) gibi hiç oksidasyon istenmeyen, yüksek yüzey kalitesi kritik olan (örn: medikal teller, paslanmaz çelik) uygulamalarda koruyucu bir atmosfer (genellikle Azot veya Argon gazı) kullanılır. SAYKON sistemleri, bu tür koruyucu gaz ortamlarıyla tam entegre çalışacak şekilde tasarlanabilir ve hattınıza mükemmel yüzey kalitesi sağlar.
Sürekli hat üzerinde ne kadar hızla tavlama yapılabilir?
Hat hızı; telin malzemesine (bakır, çelik vb.), çapına (kütlesine) ve istenen son sıcaklığa göre tamamen değişkenlik gösterir.
Tek bir cevap yoktur; sistem, ihtiyacınız olan hıza göre tasarlanır. SAYKON olarak, saniyede birkaç metreden, dakikada 1200 metreye varan çok yüksek hat hızlarında çalışan sistemler kurmaktayız. Örneğin mevcut uygulamalarımızda 1mm teli 500 m/dk veya 2mm çelik teli 650 m/dk hızlarda başarıyla tavlıyoruz. Hattınızın hız ihtiyacına göre en doğru güç ($kW$) hesaplamasını sizin için yapıyoruz.
Farklı tel çapları için bobin (indüktör) değiştirmek gerekir mi?
Genellikle evet. İndüksiyon bobini (indüktör), enerjinin tele en verimli şekilde aktarılmasını sağlayan, prosese özel tasarlanan kritik bir parçadır. Enerji verimliliğini ve ısıtma kalitesini en üst düzeyde tutmak için bobin tasarımı, ısıtılacak telin çapıyla doğrudan uyumlu olmalıdır.
Ancak bu bir sorun değildir; sistemlerimiz, operatörlerin bobinleri hızlı ve kolay bir şekilde değiştirebilmesi (quick-change) için modüler olarak tasarlanır. Çok küçük çap değişimlerinde (örn. 2mm’den 2.5mm’ye geçiş) aynı bobin kullanılabilse de, en iyi performans için daima o çapa optimize edilmiş bobinin kullanılması tavsiye edilir.
SAYKON İndüksiyon Tel Isıtma Makinelerinin Avantajları
SAYKON indüksiyon Tel Isıtma makineleri, düşük enerji tüketimi, homojen ve hızlı ısıtma sağladığı için yaygın olarak tercih edilmektedir. 1 yıl gibi kısa geri ödeme süresine ulaşılabilir.

Dayanıklı Yapı
SAYKON indüksiyon makineleri, uzun yılların tecrübesi ile geliştirilmiş dayanıklı ve modüler yapıdadır.
- Yüksek güçlü uç ısıtma makinelerimiz akıllı güç modülleri içerir. Her modül bağımsız çalışır; arıza halinde sistemin tamamı değil, sadece arızalı modül devre dışı kalır.
- IGBT modüller %40-60 yükle çalışır. Bu sayede daha uzun ömür sağlar. Kapalı endüstriyel yapı dış etkilere karşı korur.
- Akıllı modüller tak ve kullan şeklindedir. Hangi makineye takılırsa, otomatik olarak ayarlarını yapar.
- 80-600 kW indüksiyon uç ısıtmalarımızda kullanılan ortak akıllı modüller kolayca yedeklenebilir ve değiştirilebilir. .
Dahili kompanzasyon Düşük Elektrik tüketimi
SAYKON indüksiyon tünel ısıtma makineleri, dahili kompanzasyonla reaktif enerji kullanmaz. Dijital kontrol sistemi ve üst düzey mühendislik tasarımı ile düşük enerji tüketir.
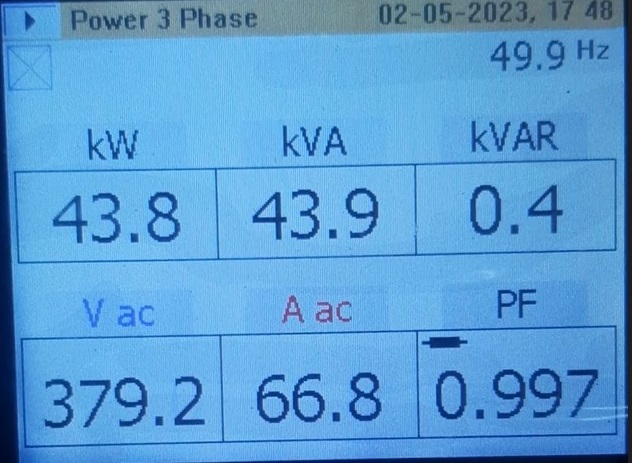
- Dahili kompanzasyon. Resimde de görüldüğü gibi çok düşük reaktif tüketim. PF yaklaşık 0,99. Harici kompanzasyon panosu gerekmez.
- 1 kWh ile 2.7 kg ısıtma. Hız ve maliyet avantajları. 1 Yıla kadar kısa sürelerde yatırımınızı geri kazanabilme imkanı.
- Deneyim ve tecrübemiz sayesinde hızlı ve doğru indüktör tasarımı.
- Yüksek verim. Düşük soğutma ihtiyacı. Daha az soğutma sistemi maliyeti.

Dijital DSP Kontrol
Tam dijital DSP kontrol sayesinde uzun süreli kararlı çalışma, hızlı ve homojen ısıtma.
- Tam dijital DSP kontrol
- Tam dijital kontrol ile sabit güç/sabit sıcaklık modları, otomatik rezonans takibi ve tekrarlanabilir kalite.
- Otomasyon sistemlarine kolay uyum
- Gelişmiş bilgilendirme ve koruma özellikleri
- Birçok özellik tek bir cihazda buluşuyor.



